What is Protective Coating Left After SMAW?
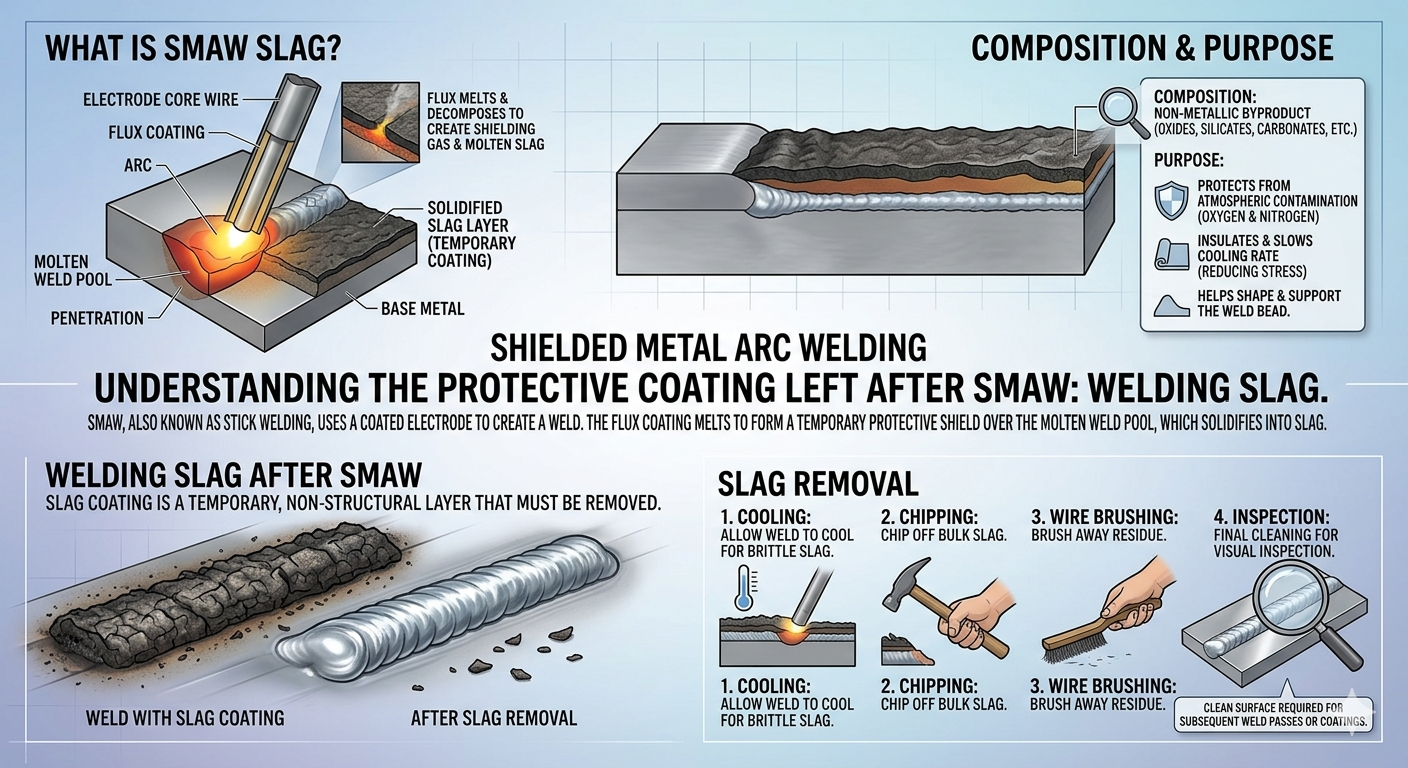
Every SMAW weld bead finishes under a hard, glassy crust. That is not contamination — it is slag, a chemically designed protective coating your electrode deposited on purpose. Whether it shields your weld from failure or causes one depends entirely on what you do next.
What the Coating Actually Is
Slag is solidified flux. During welding, the flux coating on your electrode goes through a two-stage transformation: it first vaporizes into a shielding gas that pushes oxygen and nitrogen away from the arc, and simultaneously melts into a liquid that floats to the top of the weld pool. When the bead cools, that liquid hardens into the brittle crust you see on every SMAW joint.
The American Welding Society defines it as "a nonmetallic byproduct of the mutual dissolution of flux with nonmetallic impurities in welding and brazing processes." In plain terms: the flux picks up impurities from the molten metal, carries them to the surface, and locks them away from the solidifying weld.
Also Read: Hiring Protective Coating Services in Kuwait
Why it floats
Flux materials are deliberately formulated so their density in the molten state is lower than the metal being welded. This is not accidental — engineers select carbonates, silicates, and fluorides specifically because they will separate from the weld pool and rise rather than staying entangled in the metal. If the density ratio were wrong, you would get chronic slag inclusions in every bead.
Chemical makeup you should know
The composition of SMAW slag is not fixed — it varies by electrode type, but the main constituents are consistent: calcium oxides (CaO), silicon dioxide (SiO₂), aluminum oxides (Al₂O₃), manganese oxides (MnO), and iron oxides (FeO). Silicon dioxide controls viscosity; aluminum oxides improve impurity absorption; calcium oxides influence the alkalinity of the melt, which directly affects hydrogen content in the deposited metal. The ratio of these compounds changes everything about how the slag behaves, how easily it releases from the weld, and whether it becomes a defect.
What the Slag Coating Is Actually Doing
There are four distinct jobs this coating performs simultaneously — most welding guides mention one or two. All four matter.
1. Atmospheric exclusion — the primary function
Your weld pool sits at roughly 2,700°F (1,480°C). At that temperature, oxygen reacts with iron to form iron oxides, and nitrogen causes porosity and brittleness. The slag layer creates a dense physical barrier that prevents both reactions from occurring during the critical window when the weld metal transitions from liquid to solid. This is why outdoor stick welding outperforms MIG in windy conditions: the slag is a solid cap, not a gas cloud that a 10 mph breeze scatters.
2. Cooling rate management
This function is underappreciated. Slag has poor thermal conductivity — it acts as a blanket. By slowing the cooling rate of the weld pool, it prevents the rapid quench that causes martensite formation and hydrogen-induced cracking in higher-carbon and low-alloy steels. If you were to strip the slag off immediately after welding, the exposed metal would cool dramatically faster, increasing the hardness of the heat-affected zone and the risk of cold cracking. The slag buys time. 2024 research on high-strength steel SMAW joints confirms that controlled deslagging time — waiting for natural cooling before chipping — reduces HAZ microhardness by 8–12% compared to premature removal.
3. Weld bead geometry
The viscosity and surface tension of molten slag directly influence the shape of the bead as it solidifies. A slag with high surface tension — rutile types especially — pulls the weld pool into a flat, convex profile. Lower-viscosity basic slag systems allow deeper penetration at the toes. Your bead geometry, in other words, is partly determined by slag chemistry before you even lift the arc.
4. Deoxidation and alloy refinement
Flux components react with oxides in the weld pool in real time, pulling oxygen out of solution and into the slag phase. Without this, oxygen levels in the deposited metal would degrade toughness and tensile strength. Some electrode formulations also introduce alloying elements — manganese, silicon, chromium — through the flux, compensating for what burns off during the arc transfer.
How Electrode Type Changes the Slag You Get
This is where inexperienced welders make expensive mistakes. They select an electrode for its amperage range or tensile designation and ignore how the slag system will behave for their specific joint configuration and position. The three main flux families produce fundamentally different coatings.
Electrode Flux Type Comparison
|
Electrode Type |
Slag Character |
Removal Ease |
Best Use Case |
Inclusion Risk |
|
Cellulosic (E6010, E6011) |
Fast-freeze, thin |
Moderate — chips in sections |
Pipeline root passes, vertical-down |
Moderate if travel speed is high |
|
Rutile (E6013, E7014) |
Viscous, glassy, full-coverage |
Easy — often self-releases on cooling |
General fabrication, flat/horizontal |
Low — high TiO₂ raises surface tension |
|
Basic/Low-H (E7018, E7016) |
Heavy, multi-layer, tight |
Hard — requires vigorous interpass grinding |
Structural, low-temp impact critical joints |
High if interpass cleaning is skipped |
What the table does not tell you
Basic electrode slag is not just harder to remove — it adheres differently. Because it has a lower freezing temperature than rutile slag, it stays liquid longer at the bead edges and toes. That means it tends to undercut into corners if your travel speed is too fast. Conversely, cellulosic slag on pipeline root passes freezes almost instantly, which is why E6010 is standard for vertical-down root runs — the fast-freeze slag supports the puddle before gravity pulls it.
One commonly missed fact: the iron powder additions in E7024 and E7018 electrodes increase deposition rate but also increase slag volume and density. Your chipping job after a multi-pass E7018 root-fill-cap sequence will be significantly heavier than the same joint welded with E6013.
Removing the Protective Coating: What Actually Works
Timing is not optional
Let the weld cool to the point where it has solidified completely but is still warm to the touch — roughly 200–300°F (93–149°C). Too hot and the slag is still plastic, smearing rather than fracturing cleanly. Too cold — fully ambient — and basic electrode slag in particular becomes glassy-hard and bonds tightly to the bead surface. For multi-pass welds on structural steel, welders who wait for full ambient cooling routinely spend three times longer on interpass cleaning than those who chip at the right temperature window.
Manual removal: chipping hammer technique
Strike perpendicular to the weld axis, not parallel to it. The slag fracture propagates along the bead when you hit across it; hitting along the bead just slides the hammer without breaking the bond. A pointed tip attacks the toe of the weld where the slag-to-metal bond is thinnest. Follow with a stiff wire brush — circular scrubbing, not linear — to clear the finely adhered particles the hammer misses. For tight corners and fillet welds, a narrow cold chisel at a 30° angle is more effective than any hammer shape.
Power tools: when and why
An angle grinder with a wire wheel is faster on long flat runs. A needle scaler is the right tool for multi-pass welds in root gaps, J-grooves, or any geometry where the flat grinder cannot reach without damaging the base metal. For structural fabrication shops completing AWS D1.1-qualified work, the interpass cleaning standard requires not just slag removal but inspection — you are confirming the previous bead is fusion-complete, not just chipping for speed.
Self-peeling slag exists, but it requires specific electrode formulations — primarily certain E71T flux-cored variants and some SMAW electrodes with thin cellulosic coatings. It is not standard. If a salesperson tells you your stick electrode slag will peel on its own without specifying the AWS designation and the alloy range where that behavior is guaranteed, get the data sheet.
Why acids fail
Silicate-based slag is nearly inert to most common acid pickling solutions. Hydrochloric acid will attack the metal before it meaningfully dissolves the slag, and phosphoric acid-based cleaners penetrate the slag-metal interface so slowly at room temperature they are impractical for production. Mechanical removal is not a preference — it is the only reliably effective method for SMAW slag.
When the Protective Coating Causes Failure: Slag Inclusions
Slag inclusions are the most common SMAW defect in structural welding. AWS D1.1 and ASME Section IX classify them as rejectable when they exceed specific length and density thresholds. Understanding why they form prevents far more of them than any amount of post-weld inspection.
The mechanics of entrapment
Slag inclusions happen when the molten slag fails to fully rise out of the weld pool before the metal solidifies around it. Four conditions cause this: insufficient heat input that freezes the pool too quickly, excessive travel speed that outruns the natural separation of slag from metal, improper electrode angle that buries the arc into previously deposited slag, and incomplete interpass cleaning that leaves solid slag beneath a new pass.
Research published in the Journal of Materials Engineering and Performance identifies improper interpass cleaning as responsible for approximately 58–62% of slag inclusions in multi-pass SMAW joints on structural carbon steel — across welder skill levels. It is not a beginner problem. Experienced welders skip this step when under production pressure and pay for it in radiographic rejections.
Detection: what you can and cannot see
Surface inclusions appear as elongated dark streaks or clusters of glassy spherical particles at the bead toes. They are easily spotted under adequate lighting with a wire-brushed clean surface. Subsurface inclusions — the dangerous ones — are invisible to visual inspection. You need radiographic testing (RT) or ultrasonic testing (UT) to find them. RT reveals linear inclusions as darker elongated shadows on the film; UT picks up the acoustic reflection from the non-metallic interface. Neither method is reliable when the weld surface is dirty, which is why slag removal before NDT is mandatory in any qualified welding procedure specification.
What inclusions do to joint performance
A slag inclusion is a stress riser. Under cyclic loading, cracks initiate preferentially at inclusion boundaries because the nonmetallic particles are incompatible with the surrounding metal matrix — they do not deform, so stress concentrates at their edges. Tensile strength reduction from severe slag inclusion is typically 15–25%, but fatigue life reduction in dynamically loaded structures can exceed 50% depending on inclusion geometry and location relative to the stress field. Beyond mechanical failure, slag inclusions create crevices that trap moisture, accelerating corrosion from the inside out — invisible until structural damage is advanced.
Prevention that actually works
Operate at the upper third of your electrode's recommended amperage range — this gives the weld pool sufficient heat and fluidity for slag to separate before solidification. Hold a 5–15° drag angle; anything past 20° starts to push the arc into the slag rather than ahead of it. Maintain travel speed slow enough that the slag line consistently trails the arc by at least half the electrode diameter. And — non-negotiably — remove all slag between every pass before depositing the next one.
Surface Preparation After Slag Removal: Getting Ready for Paint or Coating
The slag is gone. Your weld is still not ready for paint, primer, or any protective coating. This is where a significant number of coating failures originate — and where awareness of the heat-affected zone matters.
Why residual slag destroys coating adhesion
Even microscopically thin slag residue on the weld surface prevents proper bonding of conversion coatings and primers. The slag contains silicates and oxides that are chemically incompatible with most zinc-phosphate and iron-phosphate pretreatment chemistries. The result is delamination — not at the paint-to-primer interface, but at the primer-to-metal interface — months or years after application, typically first visible as blistering at the weld toe.
The heat-affected zone problem
The HAZ extends several millimeters from the weld edge into the base metal. In this zone, the base metal experienced temperatures high enough to alter its microstructure but not melt it. That thermal cycling oxidizes the surface, creates scale, and can locally change the surface chemistry of the steel. Standard abrasive cleaning that is adequate for unaffected base metal may be insufficient for the HAZ, which has a thicker, more variable oxide layer. SSPC-SP 6 (commercial blast) is the minimum standard for painting SMAW welds in most industrial specifications; SSPC-SP 10 (near-white blast) is required for immersion or aggressive corrosion environments.
Weld spatter: a related but separate problem
Spatter — the small globules ejected during welding — is not slag. It is solidified weld metal that adheres to the base metal surface around the weld. Unlike slag, it does not protect anything. Under paint, spatter creates sharp-edged stress points where the coating thins, and the coating pulls away from the spatter edge under differential thermal expansion. Anti-spatter compounds applied pre-weld prevent adhesion. Post-weld spatter removal requires grinding flush — wire brushing alone is insufficient.
The Bottom Line
SMAW slag is engineered protection — not a mess to clean up. Its chemistry, timing, and interaction with your electrode type determine weld quality before you even lift the arc. Treat the coating with that understanding: choose your electrode for its slag behavior, not just its tensile rating; chip at the right temperature window; clean every pass; and never prep for paint until the metal is mechanically clean down to the heat-affected zone.
About the Author
Marcus T. Brennan | CWI (AWS Certified Welding Inspector) | B.S. Metallurgical Engineering, University of Illinois Urbana-Champaign
Marcus Brennan has spent 18 years in structural and industrial welding, split between hands-on fabrication shop work and third-party inspection on infrastructure projects across the Gulf Coast and Midwest. He holds AWS Certified Welding Inspector (CWI) status under AWS QC1 and has reviewed welding procedure specifications for structural steel, pressure vessels, and pipeline work under ASME Section IX and AWS D1.1.
His early career was spent on carbon steel and chrome-moly piping systems in petrochemical facilities, where SMAW dominated high-purity root pass work. He has personally investigated and documented over 200 weld failure cases — the majority involving slag-related defects in multi-pass joints on structural members. That field experience informs the technical specificity in his writing.
Marcus contributes technical articles to Welding Journal and The Fabricator, and consults for fabrication shops developing AWS-qualified WPS documentation. He does not represent any electrode manufacturer.
Credentials: AWS CWI · B.S. Metallurgical Engineering · 18 years structural/industrial welding · ASME Section IX · AWS D1.1